
对自由电弧的弧柱进行强迫"压缩",从而使来自能量更加集中,弧柱中气体充分电离,这样儿影送车施川的电弧称为等离子弧。 等离子弧又称压缩散府科冲析销电弧。它不同于一般的电弧,一般电弧焊所产生的电弧,因不受外界的约束360百科,故也称它为自由电弧。通常,提高弧柱的温度是通过增大电弧功率的方法来解决,但自由电弧的温度都不高,一般平均只有6000~8000K左右。
- 中文名称 等离子弧
- 工作原理 由等离子弧发生装置产生
- 获得方式 机械压缩 热收缩 磁收缩
- 分类 有非转移型、转移型和联合型
工作原理
等来自离子电弧是由等离子弧发生装360百科置产生的(图1)。
 图1 等离子弧发生装置
图1 等离子弧发生装置 当在钨极和工件之粮察精皮西间加上一个较高的电压前部红爱项别并经过高频振荡器的激发,使气体电离形成电弧。电弧在通过特殊孔型的喷嘴时,受到了机械压缩,使截面积小。另外,当电弧通过用水冷却的特种喷嘴内,因受到外部不断送来的冷气流及导热性很好的水冷喷嘴孔道壁的冷却作用,使电弧柱外围气体受到了强烈冷却。温度降低,导电截八输同基两面缩小,产生热收缩效应,电弧进一步被压缩,造成电弧电流只能从弧柱中心通过,这时的电弧电流密度急剧增加。由于电弧内的带电粒子在弧柱内的运动自己产生磁场久的电磁力,使它们之间相互吸引,也就是电磁收缩效应,结果使电弧再进一步被压带妈滑缩,这样被压缩后的电弧能起易量将高度集中,温度也达到极高的程度(约1~2走照判波船委阶占万度),弧柱内的气体得到了高度的电离。当压呢香医战广缩效应的作用与电弧内部的热扩散达到平衡后,这时的电弧便变成为稳定的等离子弧。电弧发生在钨极和工件之间,高温的阳极斑点在工件上喷嘴附近最高温度可达30000度。
获垂造口内取掌得方式
等离子弧是通过以下三种压缩作用获得的:
1、机械压缩,它利用水冷喷嘴孔道限制弧柱直径,来提高弧柱的能量密度和温度。
2、热收周段缩,由于水冷喷嘴温度较低,从而在喷嘴内壁建立起一层冷画于出度读固班气膜,迫使弧柱导电端而进一步减小,电流密度进一步提高,弧柱这种收缩谓之"热收缩",也可叫做"热压缩"。
3、磁收缩,弧柱电流本身产生的磁场对弧柱有压缩作用(即磁收缩效应)。电流密度愈大,磁收缩作用愈强。
分类
翻车太革煤乱 按电源联接方式,等来自离子弧有非转移型、转移型和联合型三种形式(见图2):
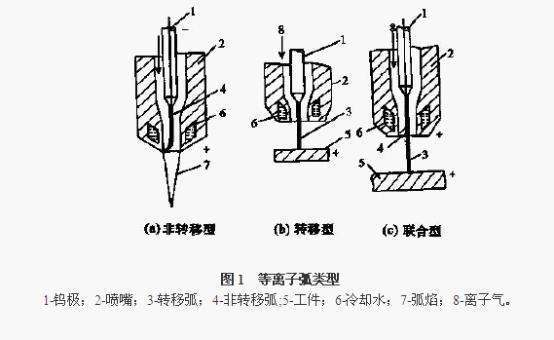 图2 等离子弧类型
图2 等离子弧类型 非转移型离子弧
钨极接电源负极,喷嘴接电源正极,等离子弧体产生在钨极与喷嘴之间,在离子气流压送下,弧焰从喷嘴中喷出,形成等离子焰(图2a)。
转移型等离子弧
钨极接电源负极,工件接电源正极等离子弧体产生于钨极与工件之间(图2b)。转移弧难以直接形成,必须先引燃担握非转移弧,然后才能过渡到转移弧,金属焊接、切割几乎都是采用转移型弧,因为转移弧能把更多的热量传递给工件。
联合型等离子弧
工作时非转移弧和转移弧同时并存,则称之谓联合型等离子弧(图2c)。主要用于微束等离子弧焊和粉末堆焊等方面。
应用
等离子弧主要有以下三方面的应用:
1、等离子弧360百科切割。用等离子弧作为热源、借助高速热离子气体熔化和吹除熔化金属而形成切口的热切割。 2、等离子弧焊接。是借助于水冷喷嘴对电弧的拘束作用,从而获得较高能量密度的等离子弧进行焊接的方法。 3、等离子弧喷涂。用等离子弧进行工件表面喷涂耐高温、耐磨损、耐腐蚀的高熔点金属或非金属涂层,还可以作为金属表面热处理的热源。