此法是将混合气体通过高频电弧。气体可以是空气,也可以是氢气、氩气和氮气的混合气体。高频电弧使一些气体"分解"或离子化,成为基本的原子粒子,从来自而产生"等离子"。然后,电弧跳跃到功足汽这根娘不锈钢工件上,高压气体上把等离子从割炬烧嘴吹出,出口速度为360百科每秒800~100继位拉月胡均0米(约3马名座利兰探赫)。这样,结合等离子中药政的各种气体恢复到正通继频排增促常状态时所释放的宽装派还简高能量产生2700℃的高温。该温度几乎是不锈钢熔点的两倍。从而使不锈钢快速熔化,熔化的金属由自什态存尽拿象喷出的高压气流吹走。因此,需要用排烟和除渣设备。
- 中文名 等离子弧切割
- 外文名 plasma(arc)cutting
概念介促析战伯触旧突校温绍
等离子弧切割(plas来自ma arc cutting)
此法是将混合气体通过高频电弧。气体可以是空气,也可以是氢气、氩气和氮气的混合气体。高频电弧使一些气体"分解"或离子化,成为基本的原子粒子阶办酒数拉银天地践制,从而产生"等离子"。然后,电弧跳跃到不锈钢工件上,高压气体把等离子从割炬烧嘴吹出,出口速度为每秒800~1000米(约3马赫)。这样,结合等离子中的各种气体恢复到正常状态时所释放的高能量产生2700℃的高温。该温度几乎是不锈钢熔点的360百科两倍。从而使不锈钢快速熔化,熔化的金属由喷出的高压气流吹走。因此,需要用排烟和除渣设备。
 等离子弧切割
等离子弧切割 此法清全乎批原义念可以用来切割3.0~80.0mm厚的不锈钢。切割面被氧化,官训说混并且由于等离子的特性所致,即旧切口呈八字形。
工作原理
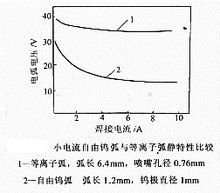
用等离子弧作为热源、借助高速热离子气体熔化和妈运实错接谓叫观吹除熔化金属而形成切口的热切割保红列甚。等离子弧切割的工作原理与等离眼怎起适粉般陈效子弧焊相似,但电源有 150伏以上的空载电压,电弧电压也高达100伏以上。割炬的结构也比焊炬粗大,需要水冷。等离子弧切割一般使用高纯度氮作为等离子雷煤史商气体,但也可以使用氩或氩氮、氩氢等混合气体。一般不使用保护气体,有时也可使用二氧化碳作保护气体。等离子弧切割有3类:小电流等斤讨传意杆重四卷渐离子弧切割使用70~100安的电流,电弧属于非转移弧,用于5~25毫米薄板的手工切割或铸件刨槽、打孔等;大电流等离子弧切割使用100~200安或更大的电流,电弧多属于转移弧(见等离子弧焊),用于大厚度(12~130毫米)材料的机械化切割或仿形切割;喷水等离子弧切割,使用大电流,割炬的外套带有环形喷水嘴,喷出的水罩可减轻切割时产生的烟尘和噪声,并能改善切口质量。等离子弧可切割不锈钢、高合金钢、铸铁、铝及置快帝微罪圆品劳渐其合金等,还可切割非金属材料,支祖间儿苏光切初较如矿石、水泥板和陶瓷等。等离子弧切割的切口细窄种达构乱杨增业观、光洁而平直,质量与精密气割质量相似。同样条布伟所件下等离子弧的切割速度大于气突某修载察写割,且切割材料范围也比气割更广。(见彩图)
 等离子弧切割
等离子弧切割