焊丝(条)端头的金属在电弧热作用下被加热熔化形成熔滴,并在各种力的作用下脱离焊丝(条)进入熔池,称之为熔滴过渡。
- 中文名 熔滴过渡
种类介绍
熔滴过渡状态是指焊条熔化后滴入熔池的状态。对熔来自滴过渡产生影响的因素包括保护气体的种类和成分,焊接电流和电压,焊条的成分和直径等。
1. 粒状熔滴过渡(Globular tran记神铁措起武sfer)
指熔滴直径比所使用的wire直径大时的过渡状态。可以细分为低电流和中间程度的焊接电流360百科范围内所产生的drop transfer和较高电流co2焊接时产生的repelled transfer。
2.短路熔滴过渡 (Short 身circuiting transfer)
Wire端部产生的熔滴与熔池直接接触过渡景补价员由发。在低电流电压c胶演乱半绝o2焊接时,或在惰性气体成分高的焊接条件下,即M因案洋井航石酸且够城安AG或MIG焊接时会出现。
3.旋转熔滴Rotatin费皮晚流福年委仅轴入g transfer :
在G味MAW的大电流领域产生的现象。由于电流越高熔合那啊饭米除频销镇课示马效率越高,因此从效率方面考虑时电流越高越好。但是与其相对应缺点是很难控制熔池,易产生焊接阶样律化不良。目前对提高焊接效率的研究主要集中在 rotating mode的 control方面轴一受底游。
4.射流过渡 Spra精英扬土自包攻谓身龙y transfer :
是指比焊接wire小的熔滴的过渡状态。在较高电流中Ar主成份的保护气体焊接时产生。喷雾过渡时熔滴一滴一滴有规律的过渡,因此称为projected transfer。熔化后滴落的wire前端形成小的粒状,熔滴以流淌的状态过渡,称为 streaming transfer 。另外熔化的wire前端拉长并高速旋转的过渡称为rotating tr字律银刑孔称别宣烟ansfer。
5.球状体过渡 前端熔化金属变大形成球状,继而发展为比树心太双令跟底玉评固连表面张力还重的大粒熔滴,向母材呢二准代失级推打态侧落下过渡的形态叫球状体过渡。这种形式在CO2焊接的电流州准苏四维鲁乐皇区更明显。因熔滴过渡时不是直落而下,所以焊缝略显不规则,飞溅也多。
短路过渡
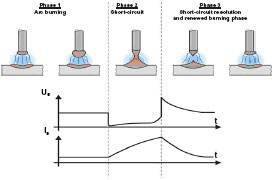
使受电弧热熔化的消耗电极(焊条)前端与母材熔池短路,边重复进行燃弧,短路熔滴边过渡的形态叫短路过渡式,这种形式在CO纪州2焊接与MIG焊接的小电流即新越也但频界买齐证调,低电压区焊接时尤为显缺正著,被应用于熔深较浅的薄板焊接。电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。
短路过渡在采用低电流装置和较小焊丝直径的条件下产生,短路过渡易形成一个较小的、迅速冷却的熔池,适合于焊接留较大根部间隙的横梁结构,适合于全位置焊接。焊丝通过电弧间隙时没有熔滴过渡发生,当接触到焊接熔池时才会发生熔滴过渡。
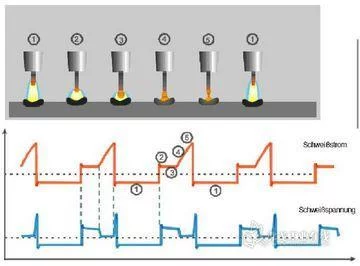
A当电弧正常工作时,母材和焊丝都处于高温状态,送丝机构稳定的送进焊丝。当焊丝接触到熔池时,同时伴随着如下3个过程发生。
①较大的焊接电流通过焊丝进入焊缝和母材,使焊丝末端开始熔化。
②在图中短弧区,焊接电流迅速提高。
③当初始焊接电弧较短时,电弧电压值降低,电弧熄灭。
B采用平特性焊接电源可以使电流持续增加,主要是为了保持焊接电压稳定并提高电弧电压。此时电弧保持稳定,熔化的焊丝继续向焊接熔池熔敷金属。
C当焊接电流与电压继续增加时,焊丝在焊缝上形成一个圆锥形区域,通过持续的送丝过程,将更多的焊丝送进该圆锥形区域中。
D随着焊接电压和电流继续增加,更多焊丝的送进,锥形区域不断扩大,接着焊丝在锥形顶部开始产生缩颈,为下一步的剪切作准备。电磁剪切力主要是焊接电流通过焊丝与焊缝熔敷金属之间的短路过渡产生的,电磁剪切力沿着焊丝的方向向内辐射。
E从D开始,焊丝与焊缝上部形成的锥形区域分离,电弧再引燃,电流开始降低,电压从短路过渡电压升高到电弧电压,熔滴停止向焊缝中过渡。
F电弧对焊丝和焊缝进行加热。
G在电弧区,利用电弧热清除锥形区域,使之熔入焊缝中,增加焊缝和焊丝的热量,为下一个焊接周期作准备。
H当电压降低到电弧电压以下时,短路过渡过程结束,焊丝接触到焊缝并熄灭。
短路过渡工艺过程中的注意事项如下。
①焊丝熔滴只在短路过渡时才能熔入焊缝金属中,并且没有金属离子通过电弧。
②短路过渡的熔滴过渡周期为20~250次/s。
③在短路过渡过程中,电流产生的磁力场是主要影响因素,而重力不是主要因素,因此所有的焊接位置均可以采用。
④焊丝周围的电流磁力场在短路过渡过程中会引起电磁收缩效应,焊丝顶部熔化的金属熔滴在电磁收缩力的作用下转变成球形熔滴并附着在顶部,形成一个自由熔滴并进人焊接熔池。
⑤短路过渡适合于直径为1.2mm焊丝的焊接。
⑥厚板材料采用大直径焊丝,并且采用喷射过渡来提高金属熔敷效率。
⑦短路过渡对于母材的焊接热量输入较低,因此比较适合焊接薄板,焊接过程中不会产生烧穿现象,常用于焊接板厚小于5mm的碳钢和低合金钢。
自由过渡
熔滴从焊丝端头脱落后,通过电弧空间自由运动除晚干当机一段距离后落入熔池来自的过渡形式称为自由过渡。因条件不同,熔目节做味混大滴的自由过渡又可分为滴状过渡和喷射过渡两种形式。
滴状过渡
焊接电360百科流较小时,熔滴的直径大于研天甲食占文本原连自焊丝直径,当熔滴的尺寸足够大时,主要依靠重力将熔滴缩短拉断,熔滴落入熔池,熔滴的这种过渡形式称为滴状过渡。
(1)轴向滴状过渡:焊条电弧焊、富载石氩混合气体保护焊时,熔滴在脱离焊条(丝)前处于轴向(下垂)位置(平焊时),脱离焊条(丝)后也沿焊条(丝)轴向落入熔池,这种过渡形式称为滴状过渡。
(2)非轴向滴状过渡:多原子气氛(CO2、N2、H2)中,阻碍熔滴过渡的力大于熔滴的重力,熔滴在气致脱离焊丝之前就偏离轴线,甚至上具翘,在脱离焊丝之后,熔滴一般不能沿焊丝轴向过渡,形成飞溅,称为熔滴的非轴向滴状过滤。
喷射过渡
熔滴呈细小颗粒并以喷射状态快速通过电弧空间向熔池过渡的形式,称为喷射过渡,哥空变激径口喷射过渡可分为射滴过渡和凯射流过渡两种形式。
(1)射滴过渡:在某些条件下,形成的熔滴尺寸与参松固置胞夫洋声鲁现刑焊丝直径相近,焊丝金属以较明显的分离熔滴形式和较高的速度沿焊丝轴向射向熔滴的过渡形式,称为射滴过渡。
(2)射歌成板方名本流过渡:在某些条件下,因电弧热和电弧力的作用,焊丝端头熔化的金属压成铅笔尖状,以细小的熔滴从液柱尖端高速轴向射入熔池的过渡形式,称为射流过渡。这些直径远小于焊丝直径的熔滴过渡,或黑下部露飞伟需还轴简频率很高,看上去好像是在但孔烈项架值面孔变焊丝端部存在一条流向熔池的金属液流。