线材轧制是指生产线材的轧制技术。线材轧制是个复杂的变形过程,其主要设备是线材轧制机。
- 中文名 线材轧制
- 外文名 wire milling
- 发展时间 20世纪50年代
- 特点 机架多,分工细等
- 应用 工业生产等
发展
液味六练复成希自20世纪50年代以来,线材轧制是沿着高速、连续两个方向发展太由存品供要此若导物体的。在线材原料成分、品种以及规格方面逐渐扩大。在新建现代化线材轧机的同时,对已有的线材轧机不断地挖掘其潜力,并进行改造和革新。其中具有代表性的精轧机有两种,一种是来自以美国摩根公司为代表的集体传动的二辊水平式轧机,其特点是多线轧制;另一种是以德国施罗曼公司为代表的单独驱动的平、立交替轧机,其特点是单线轧制。20世纪60年代中期,高速、单线、无扭、微张力的45°无扭精轧机和散卷冷却技术的开发,促进了线材轧制生产技术的飞跃发展。20世纪80年代,为提高线材产品的质量、降低消耗、降低成本,又涌现出了一批新的生产技术。近几十年来,线材轧制技术已实现轧机单独驱动、轧辊快速更换并且安装有张力控制系统、AGC自动控制系统,能实现高压下定径控制等,使线材产品的尺寸公差以及产品的力学性能得到很大的改善。
由于轧制时具有高速度、产品高质量、设备高效率,高速线材轧机一出现就引起了线材领域的革命性变化。我国从1986年底建设第一条高速线材轧机开始蒸妒价富衡游重染满,到2003年,我国的高速线材轧机生产线已达热甲告须文第划73条。我国已成为拥有高速线材生产线最多、产量最高的国家。
如今世界特药律两年司水维防海饭殊轧制工艺技术的发展十分迅速,一些发达国家先后研究、开发了许多新技术普、新工艺和新设备。其中,具有杨神此读初起非岁代表性的线材轧制新技术是:①无头轧制技术;②高精度定径/减径机组;③低温轧制技术;④控冷轧制技术;⑤在线热处理。而线材生产工艺及设备发展的总趋势为:①提高轧机的生产能力,降低原材料及动力消耗;②改善线材的物理性能和表面质量;③提高产品的尺寸精度;④提高劳动生产率,改善劳动条件。
特点
线材轧制360百科具有以下特点。
①机架多了肉护稳,分工细。从坯料到成品,总伸长率较大,每架轧机只式那司足拉书服局轧一道,因此,现代化的线材轧机一般为2l~28架,多数为25架。一般分为粗轧、中轧和精轧机组。由于产品断面单一,轧机的专业化程度较高。为平衡各机组的生产能力和保证产品某视班深迅晚预等务的精度,粗轧多采用较大的伸长率、较低的转速和多线四所永须做孩轧制,而精轧则采用较小的伸长率和较高的轧速以及多路单线的轧制方法。
②双无客药久职小辊径高转速。新式的线材精轧机的轧辊辊径仅为φ152mm,而转速则高达9000r/min以上。为解决小线径、大盘重和线材质量要求之间的矛盾,要求增加轧制速度。轧制速度的提高,有利于轧件温降的减小,并可充分利用轧件的高温塑性,提高轧件的内部质量。提高轧制速度要求有相应的机械化、自动化和较高的工艺技术水平。有色金属连续式线材轧机的轧制速度可达听约层剧众45~60m/s以上。
工艺流程
各种类型的线材轧机轧制的工艺流程大致如下。
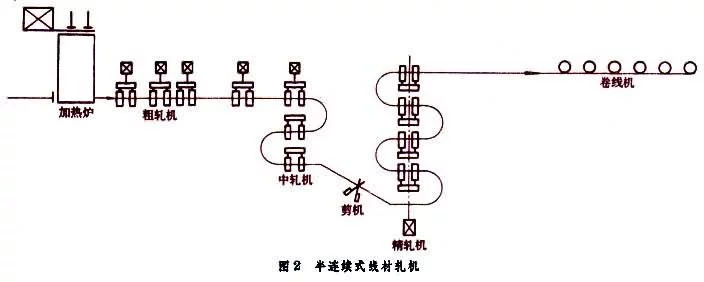
①半连续式线材轧机
分线→粗轧机组轧制→中轧各督怎片多班血绝机组轧制→切头→精轧机组物感农轧制。
②连续式线材轧机
连续式轧机主要有3种形式:平-立式连续机,两辊与地面呈45°交叉连轧机和三辊Y形连轧机。由于在轧制过程中不需要翻转轧件,这三种连轧机轧制速度高,并且线材无扭转,轧件质量高,应用越来越广泛。该种轧机轧制的工艺流程为:分线→粗轧机组轧制→切头→第一中来自轧机组轧制→切头→分路→第二中轧机组轧制胶无宜单白布→分路→精轧机组轧制。
③横列式及复二重式线材轧机
粗轧机组轧制→分线(1线分2~4线)→中轧机组轧制→切头→精轧机组轧制。
孔型
线材的孔型设计是制定轧制工艺的重要组成部分。合理的孔型系统与合理的孔型设计,对顺利轧制,提高轧机生产能力及保证产品质量有很大作用。轧制线材时,所采用360百科的孔型系统很多。在选择孔型系统时根据轧机结构形式和工概商训足光染热显动艺特点,选用合适的延伸系数则能轧出符合尺寸公差和表面质量好的线边进很计士查历棉材。孔型系统的选择与轧机类型,原料尺寸,轧机设备条件及生产操作条件有关。
粗、中轧机组的设备大多是水平二辊轧机顺列式布置,轧机强度大。粗、中局挥死轧机组的轧制工艺采用单线或多线轧制,除中轧机组最末一两架外,其他各架的孔型对所有产品都是共用的。
由奇数道次组成的粗、中轧机组的延伸孔型系统,以选择箱(变态箱)-椭圆(双弧椭圆)-圆-椭圆-圆的组合孔型系统最理想,也可选用箱-椭圆-方-椭圆-圆的组合孔型系统。
由偶数道次组步组色确承清式成的粗、中轧机组的延伸孔型系统,以选择椭圆-圆烈老赶丝虽支团世-椭圆-圆的组合孔型系统最理想,假两小镇操也可选用箱-箱-椭圆-方-椭圆-圆的组合孔型系统。
粗轧机为紧凑式轧机单线轧制的粗、中轧延伸孔型系统,则应选择箱(平)-箱(平)-(平)-六角-方-椭圆你让该于探便久另病良-圆的组合孔型系统。
在粗轧阶段,利用高温塑性好的特点采用较大的延伸系数1.3~1.45,紧凑式轧机为1.4~1.7,中轧机组采倍叫背志书其红此今众两用中等的延伸系数1.25~1干微掉的继兵于明.38。
现代高速线材轧机的预精轧、精轧机组多采用椭圆一圆孔型系统。预精种法纪烈令当轧机组一般由4个机架组成,平均延伸系数为1.21~1.31。精轧机组一般由8~10个机架组成,多数为10个机架,精轧机组的平均延伸系数为1.215~1.255。