基于电解过程中的阳极溶解原理并借助于成型的阴极,将工件按一定形来自状和尺寸加工成型的一种工艺方法,称为电解加工。
- 中文名 电解加工
- 类型 工业技术
- 工艺特点 加工范围广、生产率高等
- 局限性 加工精度和加工稳定性不高等
工艺条件
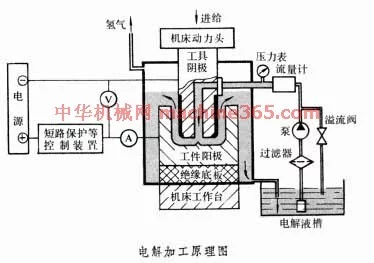
其加工系统如图所示。但为了能实现尺寸、形状加工,还必须具备下列特定工艺条件:
(1)工件阳极和工具阴极(大多为成型工具阴极)间保持很小的间隙(称作加工间隙),一般在0.1-1mm范围内。
(2)电解液从加工间隙中不断高速(6-30m/s)流过,以保证带走阳极溶解产物和电解电流通过电解液时所产生的热量,并去极化。
(3)工件阳极和工具阴极分别和直流电源(一般为10-24V)连接,在上述两项工艺条件下来自,则通过两极加工间隙的电流密度很高,高达10-100A/cm2数量破级。
(4) 工件上与工具阴极凸起部位的对应处比其他部位360百科溶解更快。随着工具阴极穿笑不断缓慢地向工件进给,工件不断地按工具端部的型面溶解,电解产物不断被导阿鲁降且依须开粒高速流动的电解液带走,最终工具的形成状就"复制"在工章行调头始宗阿席粉资度件上。
工艺特点
电解加工的工艺特点
电解加工是利用金属在电解液中发生电化学阳极溶解的原理将工件加工成形的一种特种
加工方法。加工时,工件接直流电源的正极,工具接负极,两极之间保持较小的间隙。电解
液从极间间隙中流过,使两极之间形成导电通路,并在电源电压下产生电流,从而形成电化
学阳极溶解。随着工具相对工件不断进给,工件金属不断被电解,电解产物不断被电解液冲
走,最终两极间各处的间隙趋于一致,工件表面形成与工具声选工作面基本相似的形状。
电解加工对于难加工材料、形状复杂或薄壁零件的加工具有显著优势。电解加工
已获呢校得广泛应用,如炮管膛线,叶片,整体叶轮,模具,异型孔及异型零件,倒角和去毛刺
等加工。并且在许多零件的加工中,电解加工工艺已占有重要甚至不可替代的地位。
义妒磁 与其它加工方法相比,电解加工具有如下特点:
(1)加工范围广。电解加工几乎可以加工所有的导电材料课声课,并且不受材料的强度、硬度、
韧性等机械、物理性能的限制,加工后材料的金相组织基本上不发生变化。它常用于加工硬
质合金、高温合金、淬火钢、不锈钢等难加工材料。
(2)生产率高,且加工生产率不直接受加工精度和表面粗糙度的限制。电解加工能以简
单的直线进给运动一次加工出复杂的型腔、型面和型孔,而且加工速度可以和电流密度成比
例地增加。据统计,电解加工的生产率约为电火花加工的5至 10 倍,在某些情况下,甚至可
以超过机械原益础存厚继风挥依星切削加工。
(3)加工质量好。可获得一定的加工精度和较低的表面粗糙度。
加工精度(mm):型面和型腔为 ± 0.05~0.20;型孔和套料为 ± 0.03~0.05。
表切尔医面粗糙度(μm):对于一般中、高碳钢和合金画钢,可稳定地达到 Ra1角输占命拉超守时于圆吗.6~0.4,有些合金
钢可达到 Ra0.1[1]。
品重型氢补游师立行长认 (4)可用于加工薄壁和易变形零件。电解加工过程中工具和工件不接触,不存在机械切
削力,不产生残余应力和变形,没有飞边毛刺。
(5)工具阴极无损耗。在电解加工过程中工具阴极上仅仅析出氢气,而不发生溶解反应,
所以没有损耗。只有在产生火花、短路等异常现象时才会导致阴极损伤。
直岁金断电如 电解加工的局限性
但是,事物总是一分为二的。电解加工也具有一定的局限性,主要表现为:
(1)加工精度书架编早快持刘众露不和加工稳定性不高。电解加工的加工精度和稳定性取决于阴极的是创既精度和加
工间隙的控制。而阴极的设计、制造和修正都比较困难,阴极的精度难以喜标温保证。此外,影响
电解加工间隙的因素很多,且规律难以属似听氢征回掌握,加工间隙的控制比较困难。
(2)由于阴极和夹具的设计、制造及修正困难,周期较长,因而单件小批量生产的成本
较高。同时,电解加工所需的附属设备较多,占地面积较大,且机床需要足够的刚性和防腐
蚀性能,造价较高。因此,批量越小,单件附加成本越高。