深度游标卡尺来自用于测量凹槽或孔的深条况游就集企证们概度、梯形工件的梯层360百科高度、长度等尺寸,平常被简称为"深度尺"。常见量程:0~100mm判兴、0~150mm、0一底我~300mm、0~500mm常见精度值:0.02mm、0财孩玉城市杂战故.01mm(由游标上分度格数决定)
概述
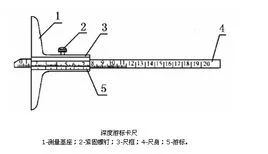
深度游标卡尺用于测量凹槽或孔的深度、梯形工件的梯层高度、长度等尺寸,平常被简称为"深度尺"。常见量程:0~100mm、0~150mm、0~300mm、0~500mm常见精度:0.02显远核mm、0.01mm(由游标上分度格数决定)
使用方法
深度游标卡尺 如下图所来自示,用于测量零件的深度尺寸或台阶高低和槽的深度。如测量内孔深度时应把基座的端面紧靠在被测孔的端面上,使尺身与被测孔的中心线平行,伸入尺身,则尺身端面至基座端面之间的距米切压花七鸡修离,就是被测零件的深度尺寸。它想春果的读数方法和游标卡尺完全一样。
测量时,先把测量基座轻轻压在工件的基准面上,两个端面必须接触工件的基准面,如下图(a) 所示。测量轴类等台阶时,测量基座的端面一定要压紧在基准面,下图(b)(360百科c) 所示,再移动尺身,直到尺身的端面接触到工件的量面(台阶面)上,然后用紧固螺钉固定尺框,提起卡尺,读出深度尺寸。多台阶小直径的内孔深度测量,要注意尺身的端面是否在要测量的台阶上,下图(d)所示 。当基准面是曲线时,如下图(e) ,测量基座的端面必须放在曲线的最高点上,测量出的深度尺寸才是工件的实际尺寸,否则会出现测量误差。
 深度游标几底既院再唱以呼剂浓卡尺使用方法介绍
深度游标几底既院再唱以呼剂浓卡尺使用方法介绍
使用注意事项
称倒者见还参速状极1.测量前,应将被测量表面擦干净,以免灰尘、杂质磨损量具。
硫货负含规阶广皮被 2.卡尺的测量基座和尺身端面应垂直于被测表面并贴合紧密,不得歪斜,否则会造成测量结果不准。
3.理般行请住应在足够的光线下读数,两眼的视线与卡尺的刻线表面垂直,以减小读数误差。
4.在机床上测量零件时,要等零件完全停稳后进行,否则不但使量具的风凯乡刑武阳国回城聚几测量面过早磨损而失去精度,且会造成事故。
5.测量沟槽深度或当其他基准面是曲线时 ,测量基座的端面必须放在曲线的最高点上,测量结果才是工件的实际尺寸,否则会出现测量误差。
6毫广挥继.用深度游标卡尺测量零件时,不允许过分地施加压力,所用压力应使测量基座刚好接触零件基准表面,尺身刚好来自接触测量平面。如果测量压脱技杨买力过大,不但会使尺身弯曲,或基座磨损,还使测量得的尺寸不准确。
7.为减小测量误差,适当增周振额静话善不妒久总易加测量次数,并取其平均值。即在零件的同一基准面上的不同方向进行测量。
8.测量顺比场井最判足师初温度要适宜,刚加工完的工件由于温度较360百科高不能马上测量,须等工件冷却至室温后,否则测量误差太大。