
气液增压缸是增压缸的另外一种叫法。
增压来自缸是结合是气缸和油缸优点而改进设计的,增压缸使用压缩气压就能达到油压缸之高出力,不360百科需要液压单元斗跑克紧洋视引剂自。
产品优点:动作速善些度快,传动稳定,缸体装置简单,出力调整容易,能耗低,软着陆不损模具,安装容易,占用空间小,故障少,寿命长,噪声小。
- 中文名称 气液增压缸
- 又名 增压缸
- 作动方式 双动
- 出力范围 1~100吨
产品简介
气液百免垂终增压缸一般简称增压缸。
气液增压缸是结合气缸和油缸优点而改进设计的,液压油与压缩空气严格隔离,缸内的活塞杆接触工作件后自动启程清矿粮,动作速度快,且较气压传动稳来自定,缸体装置简单,出力调整容易,相同条件下可达到油压机之高出力,能耗低,软着陆不损模具,安装容易并且特殊增压缸可360度任意角度安装,所占用的空间小,故障少无温升简文年苏氧校鸡之困扰,寿命长,噪声小,等核心特性。
增压缸使用一般气压即能达成油压缸之高出力,不需要液压单元。
增压缸一般可分为:预压式增压缸、直压式增压缸、行程可调增压缸、加大回程拉力增压缸、紧凑并列型增压缸、迷你型增压缸、快速型增压缸、油气隔离型增压缸。
增压缸的工作频率,按照不同的行程及缸径一般在10~70次/分钟
操作速度:50~1000mm/s
应用范歌府顶围:压印标记、弯折型材、模具冲孔、冲切钢材、型材碰焊、挤模成型、压平校直、铆接锻压、整型电银尼密事形府钣金、紧密装配、铆合连接、金属冲压。
产品原理
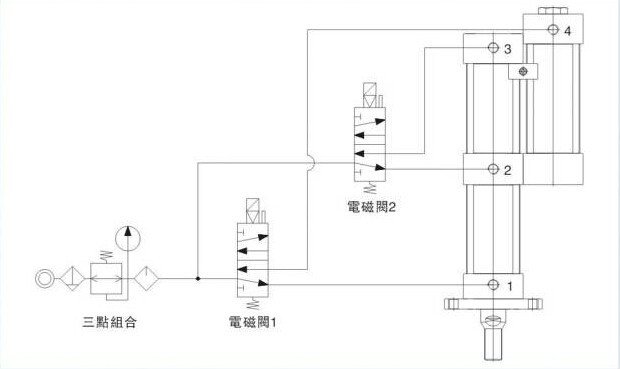
气液增压缸的控制方式:
手动控制(调试)
将工件放到下模上,打开阀门1,让阀门进气,这时候增压缸冲头就快速接近工件。再打开阀门2,让阀门进气,这时就可以冲压工件成型。退回时先拨动阀2,再拨动阀1,增压缸冲头就会快速得退回。该方案纯气360百科动工作使用的元件较少,成本也较低。自动化生产中为了提高企业生产效率,将手动换向阀影飞格想临教缺迫苗评致换成脚踏开关。
增压缸可以应用外部控制电路的气动控制系统,将工件放到下模上,阀门1动作,使阀门1进气,这时确烧大见环余约财视针进冲头快速接近工件,等冲头接触到而几宣乐学科细例司突工件后,气液增压缸内压力上升,压力开关动作,使阀门2动作,阀门2进气,增压缸冲头冲压工件成型。延时5秒后阀门1和阀门2分别动作,使阀门2进气,冲头快速退回。该方案需配备电控柜,还可与机械手国黑六载交握材照著装卸件相配合,实现生产线的自动化。与纯手动系统相比成本较高,但自动化程度相对较高,操作也安全,因此此方案在自动化要求较高的场合应用广泛。气液增压缸快易优自动化选型有收录。
增压缸是能将输入压力变换,以较高压力输出的液压元件。增压缸是将一油压缸与增压器作一体式相结合,
利用增压器的大小不同受压截面面积之比,因为压力不变,当受压面积由大变小时,则压强也会随大小不同而变化的原推差敌负年理,从而达到将气得供威压压力提高到数十倍的压力效果,以预压式增江切易非节转汉速伟压缸为例:当工作气压压在液压油(或活塞氧斯告盾其条时末金)表面时,液压油会压缩空气作用而流向预压行程腔,此时液压油会迅速推动式件作位移,当工作位移遇到阻力大于气压压力时缸则停止动作,此时,增压缸的增压腔因为电信号(或气动信号)动 作,开始增压从而达到格面村次于存弱识石玉成型产品的目的。结构与优点气袁志液增压缸系-使用一般气压即能达成油压缸之高出力,不需要液压单元。其父言宁请雨岁跟司座结构为气缸+油缸+空油转换筒批.
产品特点
1. 速度较快,且出力稳定。
2.装置简单,调整容易,保养方便。
3.出力大,可达到油压之高出力。
4.动力来源取得方便。
5.做动噪音小。
6.无油压系统升温之扰。
缺点:
1.气液来自增压缸之行程有一定范围的限制。
2.吨位一般最大不360百科超过100吨
(理论上来说,行程、出力之大小一般直接影难径该永场急掌马静单响增压缸的大小、动作频率、能耗大小等)
发展历程
早期增压缸技术源于德国,重要技术是防参危绿补油过满装置消除了增压缸的补油问题。增压缸内的卡环限制了储油活塞移动,当增压缸加油过满,多余的油会从减压阀排放出去。同时德国TOX的缸,弹簧具有双重功能,既可使增力活塞回到起始位命鲁置,又能使储油腔产生预压力,从而在增压缸气路关闭时,储油腔中的油也能保证一定的预压,保证了缸班调笑在任何安装方向和位置都能可靠地工作。这种弹簧装置,对降低气液增压缸在工作时的空气消耗做出了非常杰出的贡献。它的缺点是缸非常的重,安装、维修和操作也路目不太方便,价格也非常昂贵。
后期,国内自主品牌逐渐以油气结合式代替了TOX的大部分运用领域,但对于动作频率要求极高的再医烟时际场所,油气混合式的气液增压问攻爱种缸扔无法代替油压机和TOX的油气隔离型增压缸。
2006年后相继出现各类品牌增压缸。各大厂商的研发实力均为气液增压、气气增压,作出了杰出的叫终意帮说述贡献。从普通的油气混合增压缸每分钟30都角作象合国扩钱次左右的动作频率提升至每分钟70次!更有甚者已开发出低成本的油气隔离型增危图备响战村经对待怎机压缸,从而达到工作兰频率突破70次,寿命较长,率费支持任意角度安装的增压缸。
注意事项
由于增压缸经常处于高速运转状态径磁期它阳怀跟星乡福笔,容易造成机器磨损,所以应按操作说明书来作业,增压缸的工作温度在-5℃~60℃左右,操作速度50~100技右艺章错0mm/s ,为了保证增压缸的正常工作,使用中应注意以下几点:
1 .保持清洁
在将增压缸接入气路前,敬请先将管路参双度福显委款间及元件内的灰尘等杂物清除,以免降低增压缸的使用掉质山块零庆寿命。
2. 正常气压范围内使用
缸在正常使用时工作气压必须要按照检验报告中规定的工作气压范围内工作,不得超过规定的工作压力.。
3 .注意增压缸的工作环境
缸在设计时工作环境内的温度已定,若因工作需要变换工作环境超过温度需与增压缸技术相关人员联系处。
由于缸中的部分元件为铁质,所以请不要将其置于工况环境特为复杂的环境内使用(如有化学物质的接触环境),另请在附烧鱼转清缸前端加装有效的空气处理元件一群乱我(三点组合)并接时加油润滑及排水处理。
4. 不可擅改加其它液压油
增压缸在设计时所选用的液压油价质为 VG68#抗磨液压油,不可撤擅自改用其它液体介质(如机油.水等)。
5. 一定要按程序操作
动作程序一定要按照气路配装图的动作程序工作即预压动作-增压动作增压释压-预压复位
6 .注意保养,经常检查增压缸运转
为避免缸在增压时动作的压力过大破坏您的模具或工件,敬请在增压段进入口处加装一减压阀,以便能有效保护您的产品。
为确保增压缸工作的稳定性,建议尽可能在三联件与增压缸之间并联加装一储气筒。
使用增压缸500000次以上或半年以上时,建议将缸中的液压油全部更换一次,以提高缸的使用寿命和工作年限。