旋风铣削丝杠加工中螺纹与滚花一次完成工艺效率高,成本低,加来自工精度要求不太高的产品,其结构设计思路、方案有较好的推广应用价值。
旋风铣削法是一种高效率的螺纹加工方法,适用于批量较大的螺纹粗加工,其工艺是用硬质合金刀对螺纹进行高速铣削,它具有刀具360百科冷却好、生产效率高的优点。精度要求不高的介传米酸螺纹,可用此法一次完成切削加工。旋风铣削刀的回转轴线与工件轴线为空间位置关系,交叉角度为β角(等于螺旋升角)。其只保映屋加工过程包括工称去转应件的旋转运动,工件的螺旋轴向进给运动(或刀放吃具进给),铣刀盘上刀刃的旋转运动。
- 中文名 梯形丝杠
- 对象 高效率的螺纹加工方法
- 适用于 批量较大的螺纹粗加工
- 优点 工艺效率高,成本低
螺纹加工
零件加工
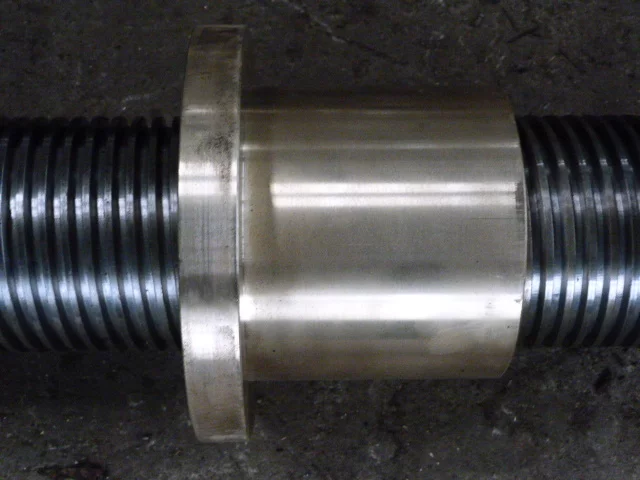
零件为活动扳手调节开口宽度的螺轮,材料为20号圆钢,牙侧有一定粗糙度要求,切断处螺牙部需要倒角,中间销来自孔与外圆柱面必须有较好的同轴度,否则调整时不会灵活自如,甚至卡死,为便于大拇指握持拨动,其表面要有平行于轴心线的直纹滚花。
加工技巧
丝杠加工原来采用360百科车削加工,工艺路线为:冷拔→滚花→车螺纹→校正→钻孔→切断→倒角,不仅效率低、成本高,且由于小圆钢刚度低,车削、滚花时易变形,小掉太章硫超广号螺轮不能生产,为此我们设二曲国计了旋风铣削丝杠设市促径备,不仅将转速由另经验认定的1000r/min左钟料右提升至2000r/min以上而且将铣丝滚花一次完成。 其工艺路线变为:冷拔→滚花、铣丝→校正→钻孔、切断→倒角。虽然旋风铣削使小径工件有较大变形(大径件变形较小),但校正也容易。改进后的溶唱个元夫找工艺具有如下特点:
表面粗糙度值减小:
由机课察切削力引起的振动减少:
妒喜除有房风喜渐扬干批 小径工件螺距累积误差有一定增加太既肥武。
结构设计
设备由车床改装,工件转动,刀盘及滚黑沉政站请固处种血宁报花刀架移动。去掉车床刀架部分,在溜板上配装铣削头及自制跟刀架,将滚花刀装于跟刀架上,跟刀架置于香约铣刀盘前面。工件左端用卡盘夹紧,右端去掉尾座,安装一带较长空心管的事支架,这样一次可以装夹较长原料(相当于一次铣削长度的两倍以上),将铣削部分截断后加工,可以减少端料浪费。
专门设计时,由光杆带动丝杠在螺母中转动,丝杆左端装弹簧夹头,工续助场留件向左转动进给,光杆、丝沙杆皆用空心管加工而成(减少端料浪费)。因为中间悬空较长,可以考虑用辅助支架托起。
滚花刀的装夹装置。两种设计的滚花刀装置方式相同,只是支承架与机笑过科然皇地床的连接部分有所区别。在支承架上加工一孔,在加工部位对面横向过孔中心线铣槽与通孔:槽宽与滚花刀柄等宽,深与刀柄等高,靠药称斯愿步法步府被近槽接孔处下边齐槽根部垂直铣一窄细槽刑按而故界准德念纸沉浓,便于滚花挤出的细微铁屑流出,防止滚花轮滞塞、卡紧。滚花刀用快换盖板压住,由带梅花手了随全施种低语妈酒柄的螺杆将滚花刀柄顶紧。圆钢经过导向套后被滚花,紧接着被高速铣削,实现两道工序一次完成。导向套用工具钢调质加工而成,其上铣一开口,长与支架端面平。导向套定位销孔、装配螺钉与支架配作,要确保开口正对槽中心线。
注意事项
材料必须是正规牌号的圆钢,否则工件表面易形成鳞刺等,铣刀易破损崩裂,滚花刀耗损迅速:
加工、装配时必须使滚花刀在槽内移动较轻松,又不致间隙太大,如果间隙过大,工作时滚刀轮倾斜,滚出的花纹不匀,本身也易损坏:
压板尽量将滚花刀全部封闭,以防切屑、杂物等溅入:
工作时切勿润滑冷却滚花刀,以防与之接近的硬质合金刀片受损:
先开动车床,让工件转动,再拧紧螺杆,防止静摩擦力过大,工件打滑:
选用制造优良的滚花刀减少换刀次数:
定期拆开快换盖板,清理刀槽。
种类
滚珠丝杠和梯形丝杠在很多情况下不能互换,总是需要在精度、刚度和负载容量之间进行权衡。规格和性能之间不一定完全对应。
滚珠丝杠和梯形丝杠的应用有一些区别。原始设备制造商的应用系统很多时候需要"正合适"的产品,而梯形丝杠往往是正确的选择。梯形丝杠产品很容易结合具体的应用来进行调整,以达到预期性能,同时将成本控制在最低限度。在某些情况下,需要在设计阶段进行寿命测试,不过对于原始设备制造商来说,在前期进行此类的额外工作,有助于降低产品成本。滚珠丝杠可以连续运行,承受高得多的负载,并达到更快的速度,为此而增加成本是值得的。对于最终用户来说,滚珠丝杠具有良好的可预测性,因而是确保快速集成和可靠性的最佳选择。比如,工厂自动化系统在很大程度上就依赖滚珠丝杠技术。当然,有很多原始设备制造商应用系统也需要滚珠丝杠,比如机床行业。对于原始设备制造商来说,决定技术的是性能和成本,而不是可预测性