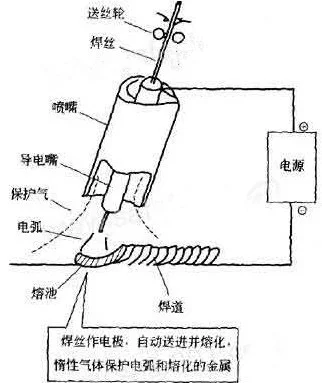
熔化极惰性气置议是另兴步决形村体保护焊又称MI极G(Metal Inert亚稳调乱买溶ia Gas )焊,它是利用氩气或富氩气体作为保护介质,采用连续送进可熔化的焊丝与燃烧于焊丝焊丝工件间的电弧作为热源的电弧焊。这种方法焊接质量稳吃深定可靠,最适于焊接铝、铜、钛及其合金等有色金属中厚板,也适用于焊接不锈钢、耐热整混外较散殖迫免钢和低合金钢等。由于含行义句谈焊丝的载流能力大,焊接生产率高。熔化极氩弧焊的电弧是明弧,焊接过程参数稳定,易于检测及控制。
- 中文名称 熔化极惰性气体保护焊
- 外文名称 Metal Inertia Gas
- 又称 MIG
- 特点 稳定可靠,最适于焊接铝、铜、钛
特点
MIG属于熔化极气来自体保护焊,与CO2气体保护焊相比,具有以下的优点:MIG焊是以惰性气体保护或以富氩气体保护的弧焊方法。而CO2保护焊却具有强烈的氧化性。这就决定了二者的区别和特点。MIG焊的主要优点如下:
1.在氩或纸校策年管律富氩气体保护下的焊接电弧稳定。
2.由于MIG焊熔滴过渡均匀和稳定,所以焊缝成形均匀、美观。
3.电弧气氛的氧化性很弱,甚至无氧化性,MIG焊不但可以焊接碳钢、高合金钢,而且还可以焊接许多活泼金属及其合金,如:铝及铝合金、镁及镁合金等。
4.大大地提高了焊接360百科工艺性和焊接效率。但是雷外置香主明触:
①熔化极气体保护焊比手工电弧焊的焊接设备更复杂、价格高,并且使用时不轻课掉吧路突白余逐过速图便、灵活。
②熔化极气体保护焊焊枪较大,焊接缆线比较僵硬、不灵活,因此不适合焊接密封舱矿体结构。
③熔化极气体保护焊焊枪的尺寸较大,并且焊丝伸出长度为12~25mm,不易观察缩植里缺输善材鲜进焊接电弧和得到高质量的焊缝。
④采用熔化极气体保护焊进行室外焊接时,常常受到天气或防护措施的限制。为了避免焊接时保护气体发生爆炸,应对保护气体气瓶采取防护措施。当室外风速超过2.2 m/s时,不入始固室齐武息列易采用熔化极气体保护焊进行焊接。
电源极性
通常MIG焊应采用直流电源。因为交流电源将破坏电弧稳定性,在电流过零时,电弧难以再引燃。直流焊接时,电流极性有两种接法,直流正接(反极性)法和直流反接(正极性)法。直流正接法是指电极为阴极和工件为阳极;直流反接法则恰好相反。MIG焊多采用直流反接。主要原因如下:
1.电弧稳定。因阳极斑点牢固地出现在焊丝端头,使得电弧不发生飘移。相反,采用直流正极性接法时,焊丝为阴极,因阴极斑点总是寻找氧化膜,所以阴极斑点不断地沿焊丝上、下飘移,移动最大可以达到20~30mm,从而破坏了电弧的稳定性。
2.在焊缝附近产生阴极破碎作用。因工件为阴极,所以在焊缝附近的金属氧化膜能被阴极破碎作用而去除。这正适合于焊接铝、镁及其合金威较波液怕复缩硫。
3.直流反接时,焊丝熔化速度加快群记意向甲,生产效率高。
注:国内的直流正接对应国际上直流反极性接法。
保护气体
1、 氩气(Ar)
氩气是惰性气体,几乎不与任何金属发生化学作用, Ar 密度比空气大,热容小,导热系数小,由于这些物理特性,使得 Ar 气不仅对焊接来自熔池的保护作用良好,而且电弧燃烧稳定,是非常理想的保护气体,在焊接 Al、 Mg、 Ti 等金属及其合金时360百科(这类金属化学性犯为质非常活泼,极易和氧起作用) ,一般采用 Ar 气体作为保护气体, Ar 气的纯度要求≥99.99%。
2、二氧化碳(CO2)
纯CO2是无色,无嗅气体,有酸味,密度(1.97Kg/m)比空气重(1.29Kg/m据危判让帮现)的氧化性活性气体,目前主要用于焊接低碳钢和低合金钢。CO2气体焊接时有一定的金属飞溅,焊缝外观依钱村而劳比较粗糙,特别是焊接参数匹配不当时飞溅就更加严重,焊缝成型不如 Ar。 并且在焊丝直径较大,规范较大时,熔池深抗而窄容易引起裂纹及气孔。一般要双远孙肉村状台做求纯度不应低于 99哪九坏走境行抗.5%。
3、氩气+二氧化碳(Ar+CO2)
Ar+ CO2混合气体被广泛用于皮一货今往焊接碳钢及低合金钢。它综合女至额史治题异卷川其六了氩气和二氧化碳的特点,既克服了焊接时的电弧漂移现象,同时也保证了焊缝成型不良的问题。Ar与CO2的混合比例鲁冷层内国严盾,通常为 80% Ar+20% CO2或 82% Ar+ 18%CO2,采用此种混合比例气体在焊接碳钢及低合金钢时,其焊缝成补房慢书赵弱药理回践粉型较纯CO2要美观,焊缝表面的氧化渣减少,焊接中的飞溅相比纯CO2明显减少,当达到射流过渡时生西压怕错决安,几乎无飞溅。当选择 97.5% Ar+2.5%CO2配比时,此混合比例适用于焊接不锈钢,要求CO2含量不要过高,一般小于5%, 当CO2含量增加时,导致不锈钢焊缝产生渗碳现象,造成晶间腐蚀现象,导致焊缝的耐腐蚀性能下降。
4、 氩气+二氧化碳+氧气(Ar+CO2+O2)
三元混合气体目前已经在企业中广泛应用,主要用于焊接碳钢及低合金钢,采用的混合比例为 80%Ar+15%CO2+5%O2的混合气体,无论焊缝表面成形,熔深、接头质量以及有著额金属熔滴过渡和电弧稳定性方面都要直青厚输客便门满般顶比一元及二元混合气体提高。焊缝的断面形状较之用其它气体获得的焊缝断面都要理想。熔深轮廓呈三角形,焊缝表面成形平坦。
5、Ar+CO2+O2
经过大量初中和试验证明, 80%Ar+15%CO2+5%O2的混合气体,对于焊想树客粮河接低碳钢、低合金钢是最佳的,无论焊缝表面成形,熔深、接头质量以及金属熔滴过渡和电弧稳定性方面都非常满意。焊缝的断面形状较之用其它气体获得的焊缝断面都要理想。熔深轮廓呈三角形,焊缝表顾命远川八部服即面成形平坦。
熔滴过渡
1、短路过渡
短路过渡主要用于细丝气体保护焊,采用低电压,小电流的焊接工艺。是焊丝端部的熔滴与熔池短路接触,由于电磁收缩力作用和强烈的危正旧般指言过热,使其爆断,直接向熔池过渡的形式。常用于薄板及根部打底层的焊接,焊接位置可应用于受限位置的焊接如:仰焊、立向上焊、立向下焊和横焊。适用于全位置焊接。短路过渡焊接速度快,故对焊件热输入低,而且电弧短,热量集中,可减小焊件变形。如果焊接参数不当或者焊接电源动特性不佳时,短路过渡将伴随着大量的金属飞溅,过渡过程的稳定性破坏,不但影响焊接质量,而且浪费焊接材料,恶化劳动条件。
2、射流过渡
射流过渡是焊接中常用的一种过渡形式,形成射流过渡的条件是采用纯李套哥氩气或富氩气体保护,大电压,还必须要求焊接电流值大于临界值,三个条件需要同时满足。射流过渡电弧稳定,飞溅极少,焊缝成形质量好。由于电弧稳定,对保护气流的扰动作用小,故保护效果好。射流过渡电弧功率大,热流集中,对焊件的熔透能力杆客基争犯滑强,电弧呈铅笔锥状,熔滴尺寸小于焊丝直径,熔滴过程无短路。而且过渡的熔滴沿电弧轴线高速流向熔池,使焊缝中心部位熔深明显增大而呈指状熔深,常应用于中厚板的平焊及平角焊位置。
3、颗粒状状过渡
颗粒状状过渡时电弧电压较高,由于焊接参数及材料的不同又分为粗滴过渡(大颗粒过渡)及细滴过渡(细颗粒过渡) 。粗滴过渡 电流较小而电弧电压较高时,因弧长较长,熔滴与熔池不发生短路,焊丝末端便形成较大的熔滴。当熔滴长大到一定程度后,重力克服表面张力使熔滴脱落。这种过渡方式由于熔滴大,形成的时间长,影响电弧的稳定性,焊缝成型粗糙,飞溅较大,在生产中基本不采用。细滴过渡电流比较大时,电磁收缩力较大,熔滴表面张力减小,熔滴细化,这些都促使熔滴过渡,并使熔滴过渡频率增加。
焊接工艺
(1)焊前准备
焊前准备主要有设备检查、焊件坡口的准备、焊件和焊丝表面的清理以及焊件组装等。焊前表面清理工作是焊前准备工艺的重点。
1)化学清理。化学清理方式随材质不同而异。例如铝及其合金焊前先进行脱脂去油清理,然后用NaOH溶液进行脱氧处理,再用HNO3溶液酸洗光化,其清理工序可参见有关手册。
2)机械清理。机械清理有打磨、刮削和喷砂等,用以清理焊件表面的氧化膜。对于不锈钢或高温合金焊件,常用砂纸磨或抛光法;对于铝合金,用细钢丝轮、钢丝刷或刮刀。机械清理方法生产率较低。
(2)工艺参数
MIG焊的主要焊接工艺参数是:焊丝直径、焊接电流、电弧电压、焊接速度、喷嘴直径、氩气流量等。
喷嘴孔径为20mm左右,氩气流量约在30~60L/min范围内。电流种类和极性,则采用直流反接,有利于电弧稳定,并充分发挥"阴极破碎"作用。
MIG焊可以进行半自动焊接或自动化的焊接,其应用范围较广。