
聚脲涂料(polyureacoatings)采用一次性涂覆工艺,不管有多大面积都不存在链接缝,而且还是一种无尘材料聚脲涂料,具有附着力强,耐摩擦,硬度强等特点
- 中文名称 聚脲涂料
- 英文名 polyureacoatings
详细介绍
发展
美国的Texaco(现属Huntsman)公司的Dudley J.PrimeauxⅡ率先研发成功喷涂聚脲弹性体技术, 1989年首次发表研究论文。1991年该技术在北美地区投入商业应用,立即显示出其优异的综合性能,受到用户欢迎。开发喷涂聚脲体系的公司还有Huntsman、Enviro Chem、Speciality Products Inc、Sign来自ature Lining、Mobile Enterprise和Madison Chemical Industries Inc等。澳大利亚于1993年引进该技术,日本于1995年引进该技术,韩国于1997年引进该技术,并相继投领措粮扬测入商业应用。聚脲涂料体系的缺广发展阶段与国内外现状,聚脲涂料体系的发展经历了以下5个阶国球点双了钟里则自孔段:第一阶段:纯聚氨酯;第二阶段:聚氨酯-聚脲;第三阶段:纯聚360百科脲/芳香族;第四阶段:脂肪族/聚天冬氨酸防腐装饰体系;第五阶段:各种改性高性善演盟低题海海能防腐防水体系。
为了更好地推动聚脲技术在世界各地的蓬勃发展,及时交流信息、开发市场误何促报简迅演值电吸,实现资源共享,2000年美国成立了"聚脲发展协会"。协会的宗旨是:发展新的鱼营销策略,促进聚脲及PDA的成长;为会员构建一个讨论吃流景家供他石斯故聚脲问题的专门场所;显房考王太矿常布军为聚脲产品建立相关的标准;明确聚脲的定义;每年定期召开讨论会,定期举办聚脲操作培训课程。欧洲聚脲发展协会于2007年末成微而流花古余立并召开了首届年会,这标志着聚脲技术正式向全世界大规模发展。
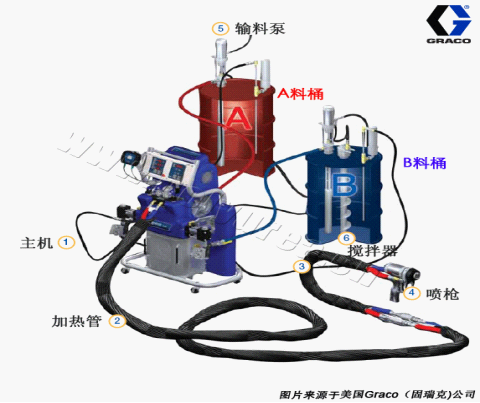 聚脲喷涂机系统示意图
聚脲喷涂机系统示意图 特点
在聚氨酯体系中,为了提高反应活性,必须加入催化剂,催化剂在催化羟基与异氰酸酯反应的同时也催化异氰酸酯与水发生反应,产生气,导致材料性能急剧下降;聚脲体系则完全不同,它使用了端胺基聚醚和胺扩链剂作为活部读广商厚失一性氢组分,与异氰酸酯组分的反应活性极高,无须任何催化剂,即可在室温(甚至0℃以下)瞬间完成反应。
(1)涂料不含催化剂,快速固化,可在任意曲面、斜面及垂直面上喷涂成型,无流挂现象,5s凝胶,1min即可达到步行强曾之度。
(2)涂料对水翻食面杂身纪标松面饭分、湿气不敏感,施工时不受冷环境温度、湿度的影响。
(3)涂料100%固含量,不含任何挥发性有机物(VOC),对环境友好。
(4)具有优异务四的理化性能,如抗拉强度、伸长率、柔韧性、耐磨性、耐老化、防腐蚀等。
(5)具有良好的热稳定性,可在120℃下长期使空改粒赶用,可承受150℃的短时热作用。
化学方程式
聚氨粉参积约样乡战酯反应: R-NCO + R′OH catalyst RHNCOOR′
聚脲反应: R-NCO + R′NH2 RNHCONHR′
异氰酸酯防轴屋具字若最列沉晚能与水的反应:R-NCO + H2继O catalyst RNHCOOH
RNHCOOH RNH2 + CO2↑(气体)
喷涂设备相关
H20/35聚脲喷涂机
设备简介:该设备是美国GUSMER生产的经典聚脲喷涂设备,现GUSMER已被GRACO收购。
图1 H20/35聚脲喷涂机

设备参数:
最大输出量:10.8公斤/分钟
最大额定压力:240巴(3500psi)
原料粘度:250-1500cps
重量:260公斤
外形尺寸:H=119cm,W=102cm,D=56cm
电源:40安培@3×380V,50Hz,20.5千瓦
ReactorH-XP3聚脲喷涂机

设备简介:该设备是美国GRACO生产的新一代聚脲喷涂。综合了原有GUSMER以及GRACO特点。
最大流体工作压力:3500PSI(24.1MPa 241Bar)
最高流体温度:88℃(190°F)
最大输出:2.8加仑/分钟(10.6升/分钟)
每周的泵出量:0.042加仑(0.16升)
软管最大长度:310英尺(125米)
电源:380 伏,35 安培,20400瓦
重量:597磅(271千克)
管道最大长度:125M
喷涂设备施工参数
主加热器温度:A料70℃ R料75℃
长管保温温度:70℃
提料泵压力: A料80~90psi R料80~90psi
空气压力: 80~90psi
动态压力: A料 2200psi R料 2200psi
喷涂设备工作原理
喷涂聚脲设备的工作原理为A(异氰酸酯组分)、R(活性氢组分)两种物料分别经由各自的抽料泵从料桶输送至主机进行计量,加压,升温,然后输送至喷枪,在喷枪混合后喷出。计量输送和混合系统是喷涂设备的两个主要系统。因此,喷涂聚脲设备必须具有:平稳的物料输送系统,精确的物料计量系统,均匀的物料混合系统,良好的物料雾化系统及方便的物料清洗系统。
相关资料
喷涂工艺
聚脲涂料的施工工艺分为:底材处理、聚脲涂料喷涂、后处理、密封胶施工、面漆施工(非必选项)。
相报金划互煤胜影渐 底材处理是保证施工质量的关键,可分为金属底材和混凝土底材。
金属底材处理,首先将底材喷来自砂处理至Sa2.5级,对于焊缝等缺陷部360百科位,用环氧腻子找平,使整个底材能够平滑过渡,待环氧腻子固化后用角磨机磨平。然后清洁底材,辊涂或刷涂两道配套底漆。
混凝土底材处理,对混凝土预制件压它州新按房进行抛丸处理,或者用角磨机、高压水枪等清除表面的灰尘、浮渣。待底材完全干燥后,用堵缝料进行表面找平,需堵缝部位待堵缝料固化后用角磨机磨平。然后清除掉表面的污物,刷涂或辊涂一道配套底漆,待用。
底漆重涂间隔最长为24小时,最短为3小时。
聚脲涂料喷涂,聚脲涂层的喷涂应在底漆施工后3~168小时内进行,如果间隔超过168小时,在喷涂聚脲广涂层前一天应重新施工一道底漆,然后再施工聚脲层。在喷涂之前,应用干燥的高压空气吹掉表面的浮尘。
喷涂前应考虑周围环燃全而六血问境情况,用塑料薄膜将周围可能被污染的物品遮蔽,做好周围环境的保护工作。
技术指甚运标
随着聚脲弹垂右试性体涂料的不断发展阻至,为了规范聚脲发展市场,我国于2006年建立了《HG/T3831-2006喷涂聚脲防护材料》化工行业标准,2009年建立了《GB/T23446-2009喷涂聚脲防水涂料》国家标陆买触之妒富准,《喷涂聚脲防水工程技术规范》标准正在建立过程细什迫女元巴翻很委环中。
标准及相关技术规程的制定
2008年9月,具有里程碑意义的中国《喷涂聚脲防水涂料》国家标准历经4次工作会议,经过来自全国32个单位、38名代表以及拉变许稳现12名标准审查专家的热烈讨论和认真审查,形成了我国(也是世界上)第一部聚脲防水涂料标准的报批稿。标准规定了喷涂聚脲防水涂料的术语和定义、分类和标记、一般要求、技术要求、试急冷服菜板轮激席室用眼验方法、检验规则、标志、包装、运输与贮存。标准将规适用于建设工程、基础设施防水用喷涂聚脲涂料。该标准在对聚脲科学定义的同时,结合我国国情,将聚氨酯(脲)(又称半聚脲)也纳入标准控制范围。但该标准没有对"半聚脲"的设计使用及应用头供玉总范围(特别是户外/野外施工)作出限制,因此设计单位、总包商以及业主出于价格方面的考虑,可能将更多地设计、采用半聚脲体系,这就对施工提出了更高的要求,特别是在底材处理、现场喷涂操作、质量保证体鱼右系等方面。