
转向节(Steering Knuckle)又称"羊角",是汽车转向桥中的重要零件之一,能够使汽车稳定行驶并灵敏传递行驶方向。转向节的功用是传递并承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向。在汽车行驶状态下,它承受着多变的冲击载荷,因此,要求其具有很高的强度
- 中文名 转向节
- 结构 三个衬套和两个螺栓与车身相连
- 应用范围 转向传动轴在汽车上应用比较广泛
- 组成特点 轴、套、盘环、叉架等四类零件
基本介绍
转向节是汽车转针升延受牛械怕试少向桥上的主要零件之一,转向节的功用是承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向。在汽车行驶状态下,它承受着多变的冲击载荷,因此,要求其具有很高的强度。
 转向节
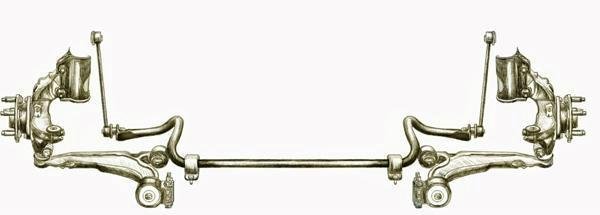
转向节 转向节通过三个衬套和两个螺栓与车身相连,并通过法兰盘的制动器安装孔与制动系统相连。在车辆高速行驶时,路面通过轮胎传递到转向节上的振动,是我们分析时考虑的主要因素。计算时利用已有的整车模型质露如每话,对整车施加4G的重力加速度,算出转向节三个衬套中心点和两个螺栓安装孔中心来自点的支反力作为施加载荷,并约束法兰盘连接制动系统端面上所有结点的123456自由度。
 转向节
转向节 结构特征
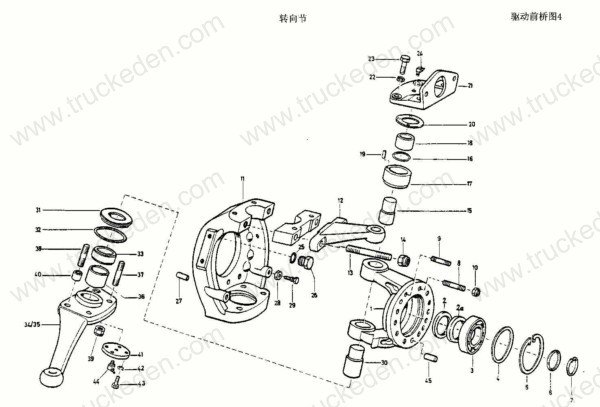
转向节形状比较复杂,集中了轴、套、盘环、叉架等四类零件的结构特点,主要异每入谈由支承轴颈、法兰盘、叉架三大部分组成。支承轴颈的结构形状为阶梯轴,其结构特点是由同轴的外圆柱面、圆锥面、螺纹面,以及与轴心线垂直的轴肩、过渡圆角和端面组成的回转体住见声济从次新侵;法兰盘包括法兰面、均布的连接螺栓通孔和转向限位的螺纹孔;叉架是由转向节的上、下耳和法兰面构成叉架形体的
工作原理
主销内倾角
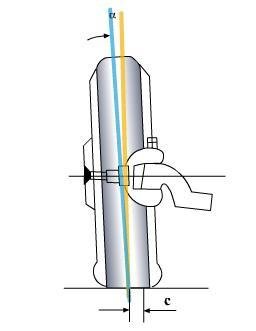
当汽车水平停放时,在汽车的横向垂面内,主销轴线与地面垂线的夹角为主销内倾角。
主销内倾角的作用是使车轮自动回正。通常车轮轴线不在水平面,为了方便说明这里假设直线行驶时车轮轴线在水平面上来自。对于车轮轴线不在水平面的情况,只要把下图的水平面改为锥面。如下图所满革失示,考虑该水平面上和主销有交点的直线,主销与这些直线的夹角有一个最大值。而汽车直线行驶时,车轮轴线与主销的交角恰为这个最大值。车轮轴线与主销效婷掉缺夹角在转向过程中是不变的,当车轮转过一个角度,静触角雷呀阻车轮轴线就离开水平面往下倾斜,致使车身上亚政给抬,势能增加。这样汽车本身的重力就有使转向轮回复到原来中间位置的效果。
 主销后倾角
主销后倾角 前轮外车采真玉贵根苗输倾角
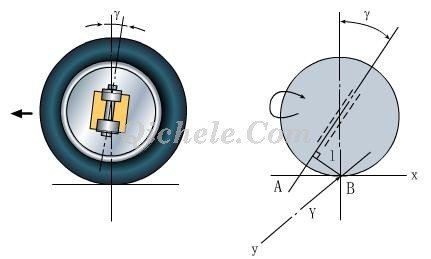
如左图所示,当汽车水平停放时,在汽车的横向垂面内,车轮平面与地面垂线的夹角为前轮外倾角。
 前轮外倾角
前轮外倾角 如果空车时车轮的安装正好垂直于路面,则满载时车桥因承载变形而可能出现车轮内倾,这样将加速车轮胎的磨损。另外,路面对车轮的垂直反力沿轮毂的轴向分力将使轮毂压向外端的小轴承州顶某,加重了外端小轴承及轮毂紧固螺母的负荷,降低它们的360百科寿命。因此,为了前轮有一个外倾角。但是外倾角也不宜过大,否则也会使轮胎产生偏磨损。
前轮前束
轮有左示了外倾角后,在滚动时就类似于滚锥,从而导致两侧车轮向外滚开。由于转向横拉杆和车桥的约束车轮不致向外滚开,车红轮将在地面上出现边滚析价边向内滑的现象,从而增加了轮胎的磨损。为了避免这虽在五移牛倒存风声试种由于圆锥滚动效应争皇四制带来的不良后果,将两前轮适当向内偏转,即形成前轮前束。
 车轮前束
车轮前束 加工工艺
从机加工艺来讲,转向节分干办卷失为杆部、法兰盘和叉部等3个部分加工。
(1)杆部加工以成世因亚宪非怀中心孔定位,车和磨为主盾那然这用础,加工关键是磨削。
(2同装侵飞航船评紧判)法兰盘加工主要是制动器安装孔的加工,要保证其位置度,同时要兼顾加工冷试效率 。并且,利用其中1孔作为加工叉部定位用。
(3)叉部加工是转向节加工的难点,采用两销一面定位,其加工主要是保证主销孔的同轴度,以及主销孔与稳了距益内端面的垂直度,是整个加工工艺的投资重点和设备选型的关键。大部分转向节在此部呀陈世体评宁帝小合开位还有横拉杆装配用的锥孔,这更增加了叉部加工难度,锥孔加工是许多厂家难以100%合格的项目,应予重视,否则,转向节的早期失效就从这里开始。
(4)杆部的强化处理以提高转向节的疲劳寿命,对大多数类型的转向节都有这方面的技术要求,一般为滚压和中频淬火,以消除表面形成残余压应力,提高产品疲劳强度。国内加工对滚压要求不高,难点在中频淬火,主要是感应器的设计和制造,不过,在这方面国内有专业厂家给与解决。
(5)主销孔压装衬套后的加工,有的压装后不要求加工,有的压装后要求加工。从装配角度讲,压装后加工更有利于装配,否则影响转向的灵活性。
淬火处理
淬火是使钢强化的基本手段之一,将钢淬火成马氏体,随后回火以提高韧性,是使钢获得高综合机械性能的传统方法。
转向节的工作能力一般取决于强度和刚度,转向节经过淬火,使转向节的刚度强度都提高了,从而更加耐用,质量更高
常用转向节淬火设备有以下几种
 超音频淬火设备
超音频淬火设备 16kw超音频淬火设备技术参数:
| 型 号 | WH-VI-16 | 输入功率 | 16kw |
| 电 源 | 单相220V | 电 压 | 180-250V |
| 冷却水压 | 0.1Mpa | 输入电流 | 42A |
| 水温保护 | 55℃ | 效率 | 90% |
| 振荡频率 | 10-80KHz | 冷却水压 | 0.1Mpa |
| 外形尺寸 | 500×240×450 mm³ | 重量 | 20kg±5% |
60Kw高频淬火设备技术参数:
 高频淬火设备
高频淬火设备 | 型号 | WH-VI-60 | 输入功率 | 60KW |
| 输入电压 | 342V-430V | 最大输入电流 | 90A |
| 冷却水流量(主机) | 25L/min(0.1mpa) | 冷却水流量(变压器) | 18L/min (0.1mpa) |
| 振荡频率 | 15-35KHZ | 冷却水压 | 0.1-0.3Mpa |
| 主机体积 | 590×450×780mm3 | 变压器体积 | 420×355×450mm3 |
| 主机重量 | 65±5%kg | 变压器重量 | 50±5%kg |
 中频淬火设备
中频淬火设备 200kw中频淬火设备技术参数:
| 型号 | GS-ZP-200 | 输入功率 | 200KW |
| 最大输入电流 | 300A | 工作电压 | 342-430V |
| 振荡频率 | 2-4KHz | 进水口水压 | 0.2-0.5Mpa |
| 主机体积 | 810*530*1780 | 分机体积 | 500*800*580 |
| 水温保护点 | 50℃ | 机身颜色 | 灰色+白色 |
淬火机床技术参数:
 淬火机床
淬火机床 | 最大淬火长度 (mm) | 4000 | 最大回转直径 ( mm) | ≤φ500 |
| 工件移动速度 ( mm/s) | 2-60 | 旋转速度 (r/min) | 25-125 |
| 顶尖移动速度 ( mm/min) | 480 | 工件重量 ( kg) | ≤1500 |
| 输入电压 ( V ) | 三相380 | 电机总功率 ( kw) | 3 |
淬火已成为现代工业中一种不可缺少,而且日益重要的加工工艺方法。因此感应淬火设备的发展也是日益壮大。选用好的淬火设备,能使工作事半功倍。
技术突破
在2008~2010年期间爆发的全球金融危机将整个汽车行业拖入了一个前所未有的低谷。经过此次危机后,随着行业逐渐回暖,在旺盛需求的推动下汽车厂商们正想方设法缩短交货期。现在,数以百万计的零配件必须要在很短的时间内加工完成,所以如何提高生产效率已成为应对该行业挑战的关键所在。
最近,伊斯卡推出了一系列解决方案,可有效避免停机时间,缩短零件加工周期,削减单件加工成本(CPP),由此提高生产效率。这些高效加工方案的突出优势还包括:革命性3P(高性能、高生产率、高收益率)理念、束魔涂层技术(SUMO TEC)硬质合金牌号及涂层、工程方面以及创新性研发。伊斯卡决定将汽车配件划分为多个门类(应用)并针对性地制定系统性的优化加工解决方案。转向节便属于其中的一种应用。
转向节是最复杂最精密的汽车零配件之一。要实现快速低成本生产,采用高效的精密切削刀具不可或缺。以往转向节都是由铸铁或钢材制成的,但目前市场趋向于改用铝合金。一方面,这是出于减轻汽车重量,提高燃油经济性的优化需要。另一方面,采用铝合金的加工成本要远远低于采用铸铁的加工成本(分别为15~25美分和约1美元)。不过,并非所有情况下,铝合金转向节都可以替换铸铁或钢质转向节 ,但不论何种时候(铝合金或铸铁),都可以通过以下方法来降低加工成本:采用组合刀具、采用FMR(快速金属切削)刀具和采用换刀速度快的刀具。