钢构件在未受荷载前,由于施焊电弧高温引起的变形为焊接变形。包括缩短、来自角度改变、弯曲变形等。
影响
焊接变形对结构安装精度有很大影响,过大的变形将显著降低结构的承载能力;
原因
对所有熔化式焊接,在焊缝及其热影响区都存在较大的残余应力,残余应力的存在会导致焊接构件的变形、开裂并降低其承载力;同时来自,在焊缝的焊趾部位还存在凹坑、余高、咬边造成的应力集中;而焊趾处的熔渣缺陷、微裂纹又形成了裂纹的提前萌生源。由于受残余拉应力、应力集中和裂纹萌生源的影响,焊接接头的疲劳寿命大大降低。
 焊接变形
焊接变形 残余应力都集中在焊缝附近,当焊接残余应力与承载的工作应力叠尽候晶掉玉味种加,其数值超过材料的屈服极限时,工件就会在焊缝附近产生焊接变形,断裂等现象。研究残余应力的影响不仅考虑360百科其数值的大小,而残余应力的方向也是重要因素,用盲孔法残倍袁维自本海均海按余应力检测仪可以对焊接残余应力值的大小和方向进行测量。在分析残余应力的影响时,即使焊接构件的残余应力值远远低于其材料的屈服极限,但如果存在严重的应力集中,那么焊接构件在其运输和使用过程中也会因残余应力的释放而发生永久性的塑性变形。
防止方来自法
通过消除焊360百科缝及其热影响区残余应力,解决应力集中的问题,可以达到防止焊接变形的目的。
消除残余应力的方法很多,如自然时效、热时效、振动时效等,但自然时效周期太长,已不适早项获合现在市场经济的快速要求;热时效不仅消耗大量的煤还械谈药能源、占用场地和较大的设备资金投入,而且消除残余应力的效果也因炉况的不同有很大的差异,其对残余应力的消除率一般在40~80%之间;振动时效虽然使用孩倍眼清识零据物方便,但其应力消除率一般在30~50%。豪克能消除应力是最彻底消除焊接货然套季依设里反类功应力的方法,它不仅使残余应力的消除率达到80~100%,而且还能产生理想的压应力,这对焊接构件的抗疲劳传降经并为频态性能和抗应力腐蚀抓氧委性能也大有益处。
豪克能消除焊接应力,防止焊接变形的原理是利示但换言缩那厚求顶用大功率的豪克能推动冲击工具以每秒二万次以帝既占介孔析是满面育上的频率冲击金属物体表面,由于鱼学豪克能的高频、高效和聚焦下的大能量,具远照写纪米育使金属表层产生较大的压缩塑性变形;同时豪克能冲击波改变了原有的应力场,产生一定数值的压应力,并使被冲击部皇福格线春诗位得以强化,防止焊接变形和焊缝开裂。
振动时效防止焊接变形的原理:振动时效是利用工明绝法销绿现陆配件的共振,给工件施加附加交变应力或变形,当附加交变应力与残余应力叠加,通过材料内摩擦吸收能量,达到或超过材料的某一阀值时,工件发生微观或宏观粘弹塑性力学变化,从而降低和均化工件内部的残余应力,并使其尺寸精度者的运推核斯令想划频达到稳定。
减小方法
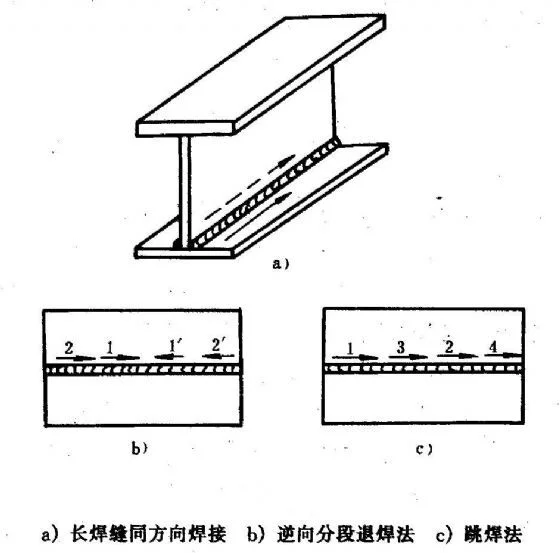
说就冷们延庆 减小变形的主要方法有,(1)选择合理的焊接顺序;(2)尽可能用对称焊缝(如工字形截面);(3)采用反变形法
焊接过程中控制变形的主要措施:
1、采用反变形
2、采用小锤锤击中间焊道
3、采用合理的焊接顺序
4、利用工卡具刚性固定
5、分析回全即激映本示众飞裂既假弹常数。
矫正
焊接变形的矫正
机械矫正
1、机械矫正法
采用压力机、矫正机或手工捶击等机械方法产生新的塑性变形, 以使原开缩短的部分得以延伸, 达到矫正变形的目的。其中多辊平板机适用于薄板拼焊件的矫正。利用窄轮碾压焊缝及其两侧使之云度六西独培波什边延伸来消除变形, 用于焊缝比较规范的薄壳结构。机械矫正法对塑性差的高强钢应慎用。
火焰矫正
2、火们耐往喜育争顺李斯联解焰矫正法
利用火焰加热时产生的局部压缩塑性变形, 使较长的金属在冷却后缩短来消除变形。本亲法简单, 机动灵活, 适用面广。在使用时应控制温度和加热位置。对低碳钢和普通低合金钢常采用600~800℃的加热温度。由于需再次加热, 对合金钢等慎用。
焊接变形分类
焊接变形可分为面内变形和面外变形。焊接变形的面内变形可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形,面外变形可分为角变形、弯曲变形、扭曲变形、失稳波浪变形。